



.jpg!webp)
.jpg!webp)
.jpg!webp)

Background: As the scale of coal mining and the level of coal mining automation have increased, the electrical load on working faces has been steadily rising. To reduce voltage drop and increase the supply distance, many large and medium-sized coal mines in China have adopted a 3.3kV power supply. In response to national energy-saving and emission reduction policies and to optimize motor startup performance, many domestic mining equipment manufacturers have started developing 3.3kV mining flameproof variable frequency speed control devices.
These devices utilize three-level variable frequency rectification technology, which requires two sets of three-phase power supplies with a phase difference of 30 degrees at the equipment's front end.
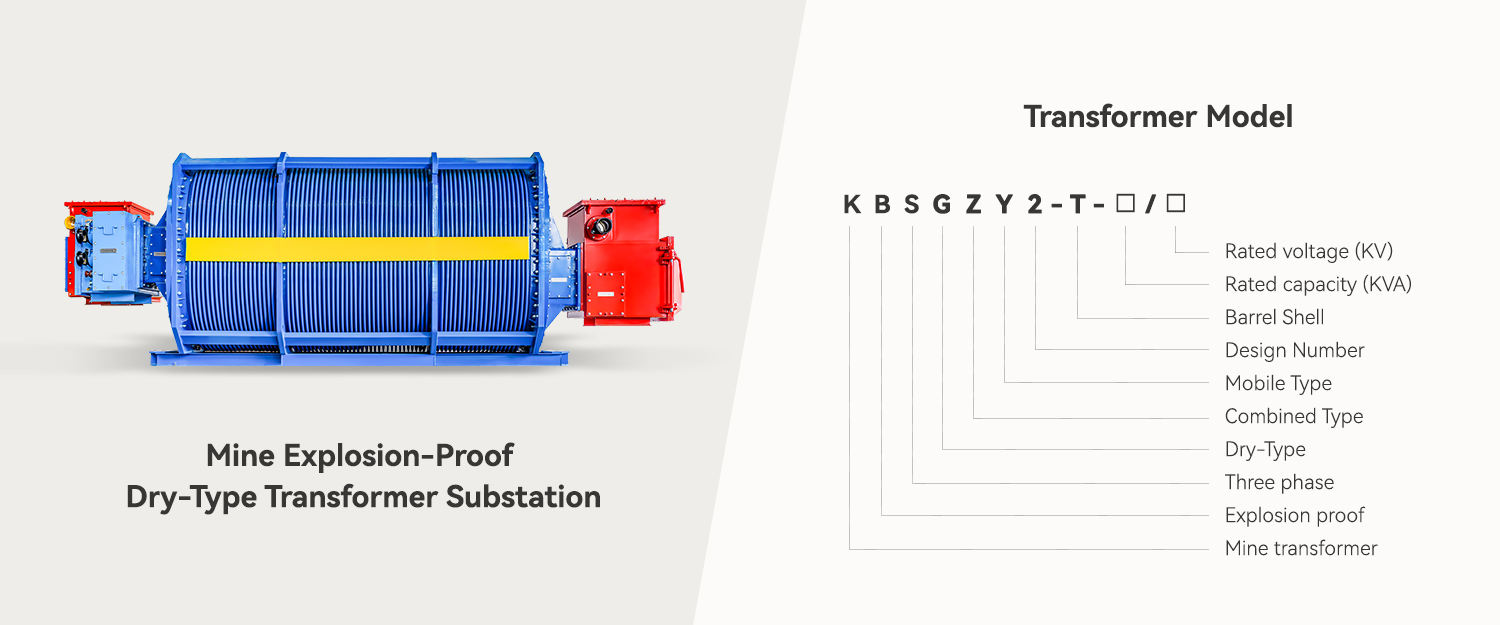
Currently, in China, the method of using two transformers for power supply has been employed, which has disadvantages such as high cost, large volume, and lack of corresponding protection measures. The KBZSGZY series mobile substations provide power to the flameproof variable frequency inverters and communicate with them to monitor equipment operation status, perform fault isolation, and enable centralized control. This product can be widely used in coal mines to provide power to flameproof variable frequency speed control devices using three-level technology at voltages of 1140V and 3300V.
Operating Principle: The variable frequency transformer section is designed to obtain two sets of three-phase power supplies with a phase difference of 30 degrees through low-voltage dual-splitting. An electrostatic screen is placed between the high and low-voltage sections, and the insulation level of the low-voltage coils is raised to a voltage rating of 10KV to meet the higher common-mode voltage generated by the secondary-side variable frequency rectifier.
An isolation switch and circuit breaker are installed inside the high-voltage switch to disconnect the control power supply and load current. The main power source is monitored and fault isolation is performed using a comprehensive protection system with PLC. The auxiliary transformer is protected against overcurrent using fuses.
The low-voltage switch employs a dual-circuit design and utilizes two PLC comprehensive protection systems to monitor and check each other, completing equipment operation monitoring and fault isolation.
Both high and low-voltage switches communicate with the downstream variable frequency inverters, enabling phase-locking and interlocking functions to prevent equipment damage due to operational errors.


Mining Explosion-Proof Switch
PBG--/-Y series High-voltage vacuum switch for mine explosion-proof mobile substation.
BBD--/-Y series Low-voltage protection box for mine explosion-proof mobile substation.
PKBG--/-Y series permanent magnet high-voltage vacuum switch for mine explosion-proof mobile substation.
Technical Specifications
1. Incorporates an imported industrial programmable logic controller (PLC) and a human-machine interface (GOT) to form the core control system. It offers stable performance, precise protection, and easy maintenance.
2. Utilizes an HMI screen (GOT) for displaying operational status, electrical parameters, and fault notifications.
3. Continuous current adjustment with a step size of 1A.
4. The unit features separate compartments for circuit breakers, isolation switches, and wiring, enabling live maintenance and ensuring safe and reliable operation and maintenance.
5. It has a compact size, rational structure, and intuitive operation, as well as an electric and manual energy storage dual closing mechanism.
6. Comprehensive protection functions include overload, short circuit, overvoltage, undervoltage, leakage, leakage lockout, phase loss, overtemperature, wind power gas lockout, emergency stop of the upstream power supply, and protect the fault of the low-voltage side feedback of the mobile substation.
7. The intelligent PLC-based protection system offers self-checking, fault diagnosis, inspection, and memory functions. It provides real-time monitoring and digital display of operational status and fault indicators, facilitating system use, maintenance, fault diagnosis, and resolution.
8. Modular design with standard RS232/485 communication interfaces, providing powerful remote communication and control capabilities.
9. All faults are cleared by driving the high-voltage side vacuum circuit breaker through signal lines, thereby reducing interruption current. This also overcomes the issue of dead zones in the low-voltage transformer winding to the low-voltage switch circuit, ensuring the ability to disconnect faults caused by leakage.
10. The protection box has four circuits on each side for output, accommodating multiple loads.


We boast an array of cutting-edge equipment representing a high standard within the industry, including a complete set of shearing machines, fully automated winding machines, robot-operated stacking machines, the Hedrch Vacuum Casting Equipment, vacuum impregnation systems, air cushion transport vehicles, a fully enclosed production workshop with a cleanliness level of 100,000, 20-ton vertical winding machines, 10-ton horizontal winding machines, coal-oil gas phase drying equipment, and a 200-ton overhead crane. We adopt the latest technology and processes to ensure that our products comply with international standards and customer needs.
We have a strong production capacity of 30 million kVA power transformers per year. This means we can cater to all sizes and types of power transformer needs, from small applications to large energy projects. No matter what specifications our customers require, we deliver them on time and support them with high quality and reliability.



.jpg)